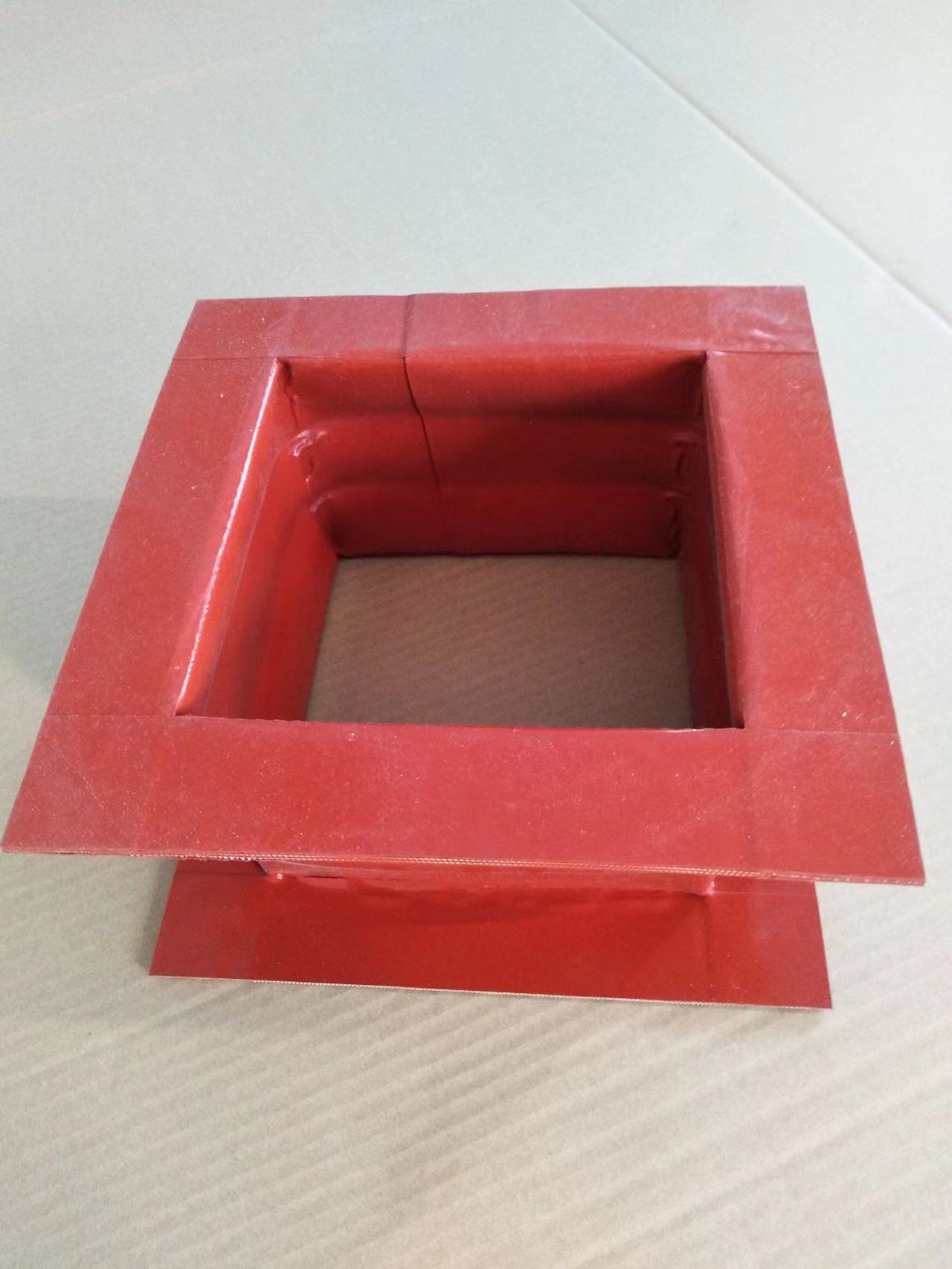
वर्तुळाकार फ्लॅंगिंगधातू नसलेला विस्तार सांधाआणि आयताकृती नॉन-मेटॅलिक स्किन ही एक प्रकारची नॉन-मेटॅलिक फॅब्रिक स्किन आहे. सामान्य हेमिंग एक्सपेंशन जॉइंट स्किनच्या तुलनेत, उत्पादनादरम्यान, वर्कशॉपला रेखाचित्रांनुसार सोप्या स्थापनेसाठी गोल किंवा चौकोनी कोपरे बनवावे लागतात. उत्पादन प्रक्रिया अधिक क्लिष्ट आहे. नॉन-मेटॅलिक स्किन ही एक नवीन प्रकारची हाय-टेक थर्मल इन्सुलेशन मटेरियल आहे जी ग्लास फायबर फॅब्रिक आणि सिलिका जेल लेपित ग्लास फायबर फॅब्रिक आणि इतर अग्निरोधक आणि उच्च तापमान प्रतिरोधक कापडापासून बनलेली आहे. धातूच्या मटेरियलच्या तुलनेत, उच्च तापमान प्रतिरोधकता, आम्ल आणि अल्कली प्रतिरोधकता आणि रासायनिक स्थिरता यासारख्या नॉन-मेटॅलिक मटेरियलची व्यापक कामगिरी धातूच्या मटेरियलपेक्षा खूपच जास्त आहे. नॉन-मेटॅलिक फ्लेक्सिबल फॅब्रिक स्किनचा तोटा असा आहे की ते उच्च-दाब वातावरणात वापरले जाऊ शकत नाहीत. सर्वसाधारणपणे, 0.5mpa पेक्षा जास्त वातावरणात, त्याऐवजी मेटल एक्सपेंशन जॉइंट्स किंवा नॉन-मेटॅलिक रबर एक्सपेंशन जॉइंट्स वापरण्याचा विचार करणे आवश्यक आहे.
धातू नसलेल्या विस्तार सांध्यांची संख्या कशी मोजायची?
१. फ्लॅंज बोल्ट हळूहळू आणि एकसारखे घट्ट केले पाहिजेत आणि बोल्टची घट्टपणा शक्य तितकी सुसंगत असावी. कठोर परिस्थितीत, नट सैल होण्यापासून रोखण्यासाठी फ्लॅट वॉशर व्यतिरिक्त एक कमकुवत स्प्रिंग वॉशर जोडता येतो.
२. विस्तार जोड आणि जुळणाऱ्या फ्लॅट वेल्डिंग फ्लॅंजमधील कार्यरत तापमानानुसार संबंधित रबर एस्बेस्टोस गॅस्केट प्रथम वापरावे.
३. ट्रायल रन दरम्यान, उत्पादनाचा विस्तार किंवा कॉम्प्रेशन सुलभ करण्यासाठी एक्सपेंशन जॉइंटचा लिमिट स्क्रू योग्यरित्या समायोजित केला पाहिजे.
४. वेल्डेड पाईप जोडल्यावर, विस्तार जोडणीची मर्यादा प्लेट वाकण्यापासून किंवा उत्पादन विकृत होण्यापासून रोखण्यासाठी मर्यादा स्क्रू योग्यरित्या सैल केला पाहिजे.
५. वेल्डिंग ऑपरेशन दरम्यान, वेल्डिंग स्लॅगमुळे उत्पादनाचे नुकसान होऊ नये म्हणून रबर (फॅब्रिक) च्या पृष्ठभागावर आच्छादन म्हणून वापरले जाते.
आमच्याकडे देखील आहेलवचिक हवा नलिका, इन्सुलेटेड लवचिक हवा नलिका!
पोस्ट वेळ: डिसेंबर-१३-२०२२